






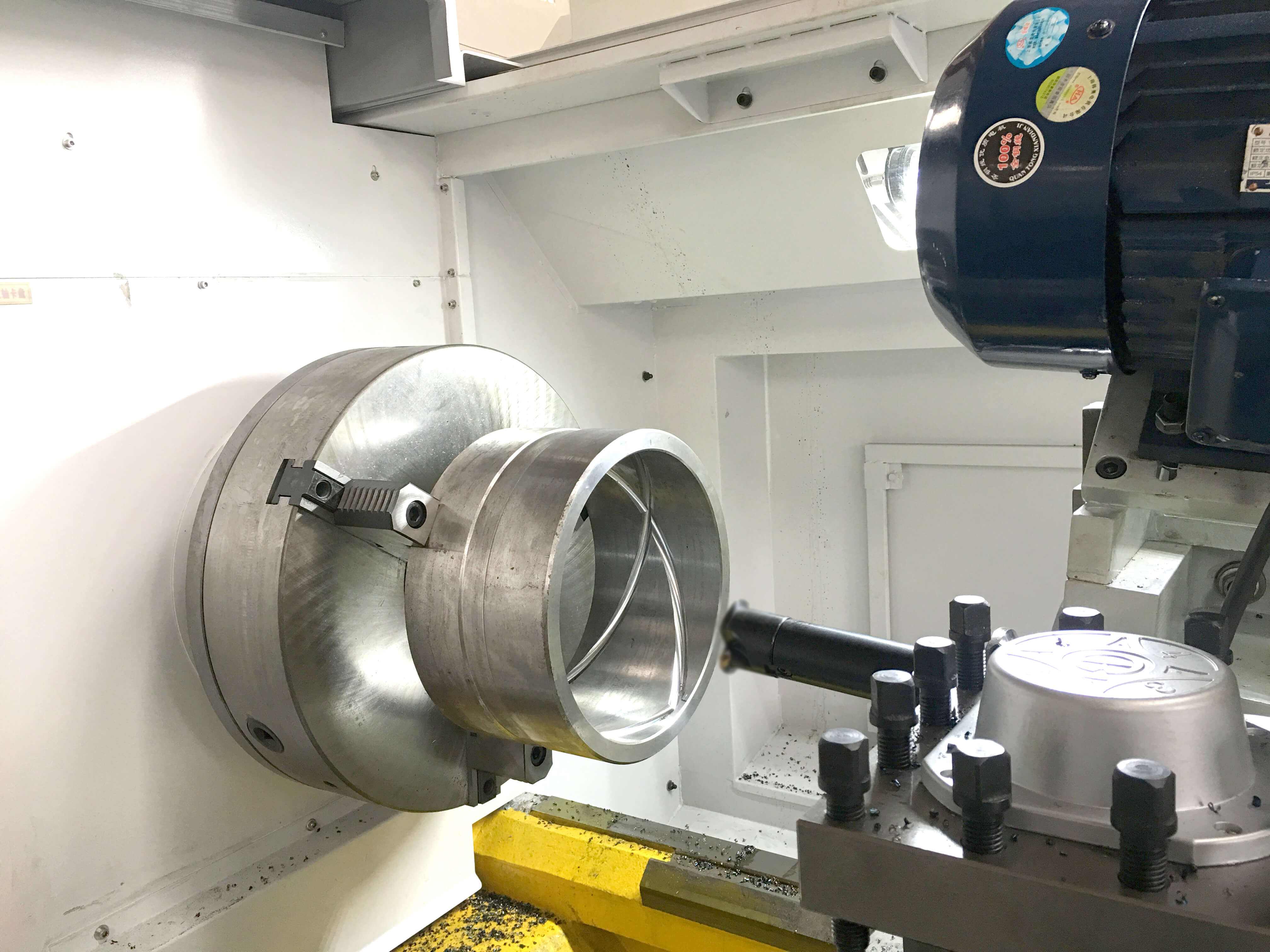
旋风铣球面。实际加工时,将分度头置于工作台上,利用分度头卡盘将工件小端夹牢,另一端沉孔处配堵头,并用顶尖顶住。旋风铣机床主轴(连同旋风铣装置)偏转一个角度α,开动铣床,使主轴旋转,同时手摇分度头手柄均匀旋转,利用铣刀刀尖在围绕轴心旋转的工件上铣削完成,即运用包络法原理加工出球面。
螺纹旋风铣是一种铣削速度高达到400m/min的先进螺纹加工方法,这种方法加工效率快,并且采用压缩空气进行排屑冷却。在汽轮机的汽缸中分面螺孔的加工会用到螺纹旋风铣刀,在这里诺诺也是只就汽缸中分面螺孔的加工来聊聊螺纹旋风铣刀的选用原则。当某些螺纹直径大于120mm,铣削螺纹刀杆有2种类型:一为整体型,即将锥柄与刀杆做成一体。









