





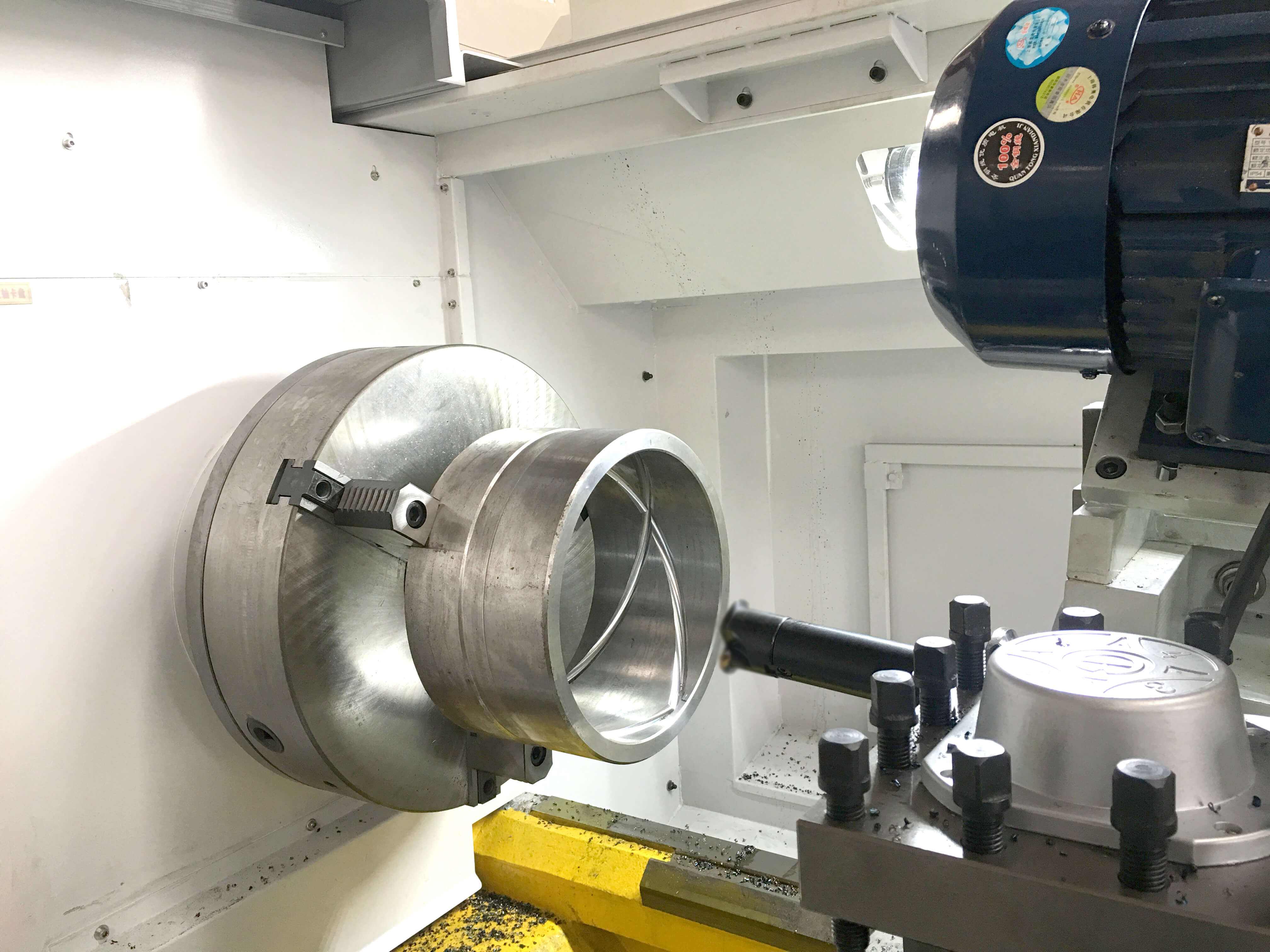
旋风铣削加工螺纹的原理:刀盘带动刀具的高速旋转运动;工件缓慢旋转进给运动;刀盘相对工件的轴向进给运动;刀盘相对工件的径向切深削运动。调整参数有刀盘轴线同工件轴线的夹角b、偏心量H。在加工螺纹时,刀盘高速旋转,转速高达8000r/min,切削速度达到40Om/min。以外旋铣工艺为例, 加工工具为内侧置刀片的铣刀环, 即铣刀位于刀盘内侧。加工时离心刀盘以高转数围绕工件旋转,工件则以较慢速度绕轴心转动。刀盘以X线为轴的转角决定了螺纹的斜度,同时保证铣刀的切面与螺纹的走向一致。刀盘沿X 轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求, 刀盘与加工件可沿同一方向或互为反向转动。

数控蜗杆旋风铣床是针对大模数蜗杆(M=10/13)加工而开发的专用高效数控机床。机床采用旋风铣内包络高速成型铣削,加工效率较传统车削提高5-20倍,且工件精度提高2级。可作为大模数减速机蜗杆专用加工机床,由于旋铣单元螺旋升角可调45°,几乎可以加工任意头数的蜗杆螺杆。

旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。内切式旋风铣的作用优势:内切式旋风铣刀盘包裹着零件切削,由于旋风铣刀具切削过程中包络行程长,切削量大,切削力较外切削旋风铣相对效率高,光洁度高。所以内切式旋风铣适合螺纹精度加工。









